
全國咨詢熱線:
全國咨詢熱線:
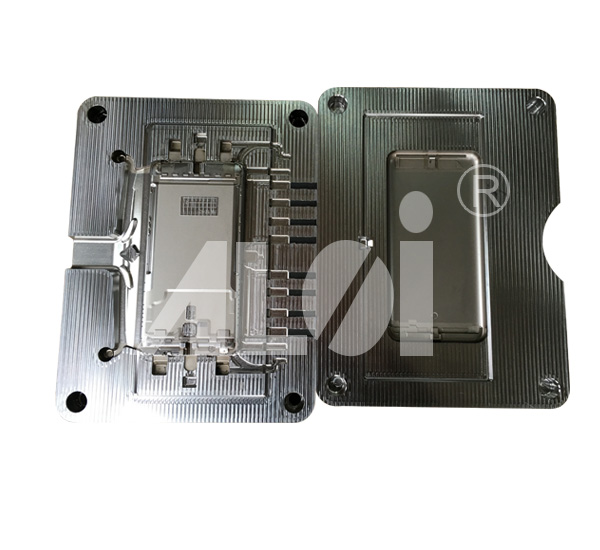
雙色模具加工 | 雙色模具時需要注意的要點?
雙色模具和模具制造商在產品要求之前打開模具。例如,使用什么材料,表面達到什么程度等,制造商都要求在模具前檢查。下面告訴大家關于模具要注意的事項:
1、各材料的收縮系數不同,塑料模具應具有合理的收縮率。
2、雙色模具應具有足夠的剛度,否則會在模具受壓時變形,產生“飛邊”。
3、如果產品在模具開口的邊緣處推出,則可以設置頂出銷頁(但是一些注塑機不具有此功能)。
4、選擇合理的脫模方式和合理的頂進位置和數量,確保產品在頂進過程中不會損壞。
5、模具的冷卻(水路)與產品尺寸、形狀、塑料性能、保壓時間等因素有關。
6、應選擇合理的排氣位置和數量控制。否則會引起注塑不滿和產品“缺料”。
7、模具和注塑機的固定方法應合理、可靠、牢固,避免模具閉合時因位移引起的事故。并且容易去除。
8、模具與注塑機一起移動模具部分而不返回彈簧。模具推出板與機械推出桿連接(俗稱“強力頂”)。
9、合理選擇注塑路徑,使材料均勻地到達各個部位(等流道),并應提供足夠的儲存,以確保塑料在收縮過程中得到補充。
10、不需要對模具材料進行后處理,因為:塑料是軟的,不需要任何特殊要求,例如硬度,并且熱處理過程可能導致模具變形。
11、模具型腔內的粗糙度應達到“鏡面”水平,否則產品將難以脫模,產品推出時因受力過大而損壞。定位銷、接頭表面等部位的粗糙度按標準規定。
Copyrights ? 注塑模具加工,注塑模具廠家,注塑代加工,塑料模具加工,塑料模具廠家-安徽雅思達精密模具股份有限公司 備案號:皖ICP備18024629號-1
服務熱線



管理員
該內容暫無評論